想要全面了解辽阳<文圣>【本地】钣金焊接平台-口碑产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:辽阳<文圣>【本地】钣金焊接平台-口碑的图文介绍


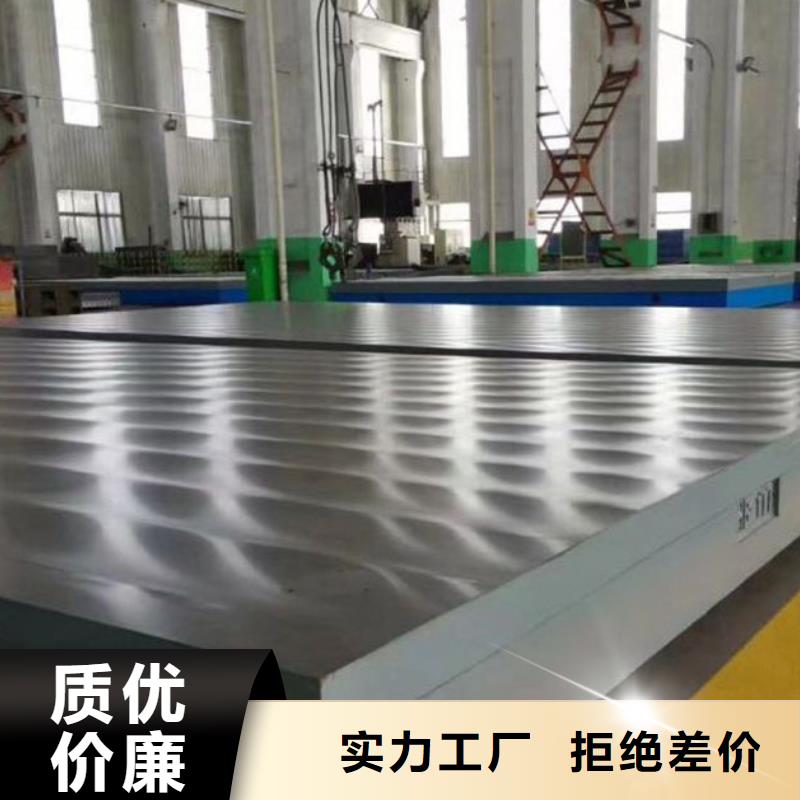
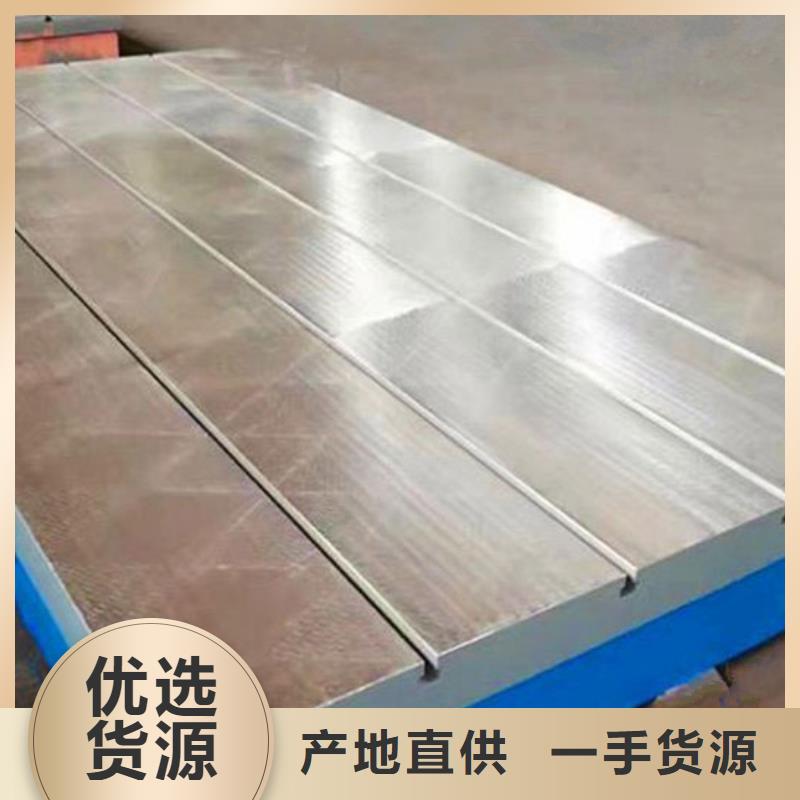
文圣铸铁平台的构造主要包括以下几个部分:工作面:铸铁平台的工作面是其主要使用部分,经过刮研或精刨后,表面平整、文圣光滑,具有良好的耐磨性和精度稳定性。工作面上可以加工各种V形、文圣T形、文圣U形槽、文圣燕尾槽、文圣圆孔、文圣长孔等,以满足不同工件的加工和检测需求。
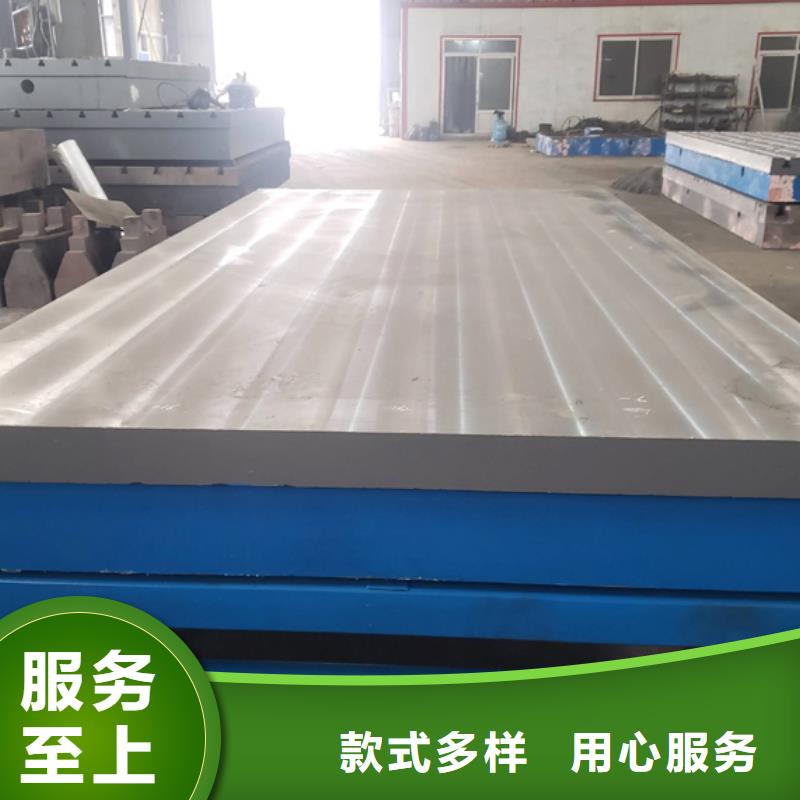
底座:铸铁平台的底座通常采用筋板式和箱体式结构,具有较好的刚性和稳定性。底座内部设置有加强筋和十字支撑,以提高平台的承载能力和抗震性能。
围边:围边是铸铁平台四周的边框,主要用于保护平台的工作面,防止工件或设备碰撞损坏。围边通常采用与工作面相同的材料制成,高度和厚度根据平台规格和使用需求而定。
筋板:筋板是连接底座和工作面的部分,用于增强平台的整体刚性和稳定性。筋板的数量和分布根据平台大小和使用需求而定,通常呈网状或条状分布。
总之,铸铁平台的构造设计合理,各部分之间相互支撑、文圣相互配合,保证了平台的稳定性和精度。同时,铸铁平台的加工和热处理工艺也对其性能和使用寿命有着重要的影响。



伟业焊接铸铁大理石平台斜垫铁厂家凭借雄厚的资金实力、先进的管理经验、优良的销售服务、严格的质量进货管 理体系和科学的整体营销手段,与您携手并进,共同发展。 公司经营以“诚信为本、客户至上”为原则,管理上坚持以人为本,服务上以客户为尊。 我公司将凭借良好的信誉,雄厚的实力,优质的 文圣铸铁拼接平台、焊接平台厂家、产品,低廉的价格服务于广大用户。
辽阳<文圣>【本地】钣金焊接平台-口碑


文圣铸铁平台-钣金工作台,也称为钣金加工工作台,是一种专为钣金加工行业设计的工作台。钣金加工是指对金属台材进行切割、文圣同城折弯、文圣同城焊接、文圣同城铆接等加工过程,以制造出各种金属结构件和零部件。钣金工作台则是为这一加工过程提供稳定、文圣同城高效的工作环境。
铸铁平台退火处理:铸件进行两次热处理,即退火处理,以消除内应力,提高工作台的稳定性和耐用性。
钣金工作台通常配备有可调节的工作台面和高度,方便操作人员进行钣金加工操作,减轻工作强度,提高工作效率。
钣金工作台在设计时充分考虑了安全性,配备了安全防护装置和紧急停止按钮等安全设施,确保操作人员的安全。



文圣装配铸铁平台用于各种机械设备的装配和调试。设备试验工作台易于维护,结构简单明了,易于清洁和维护。这有助于延长其使用寿命,并降低维护成本。
铸铁平台人工刮研包括粗刮和细刮两个步骤。粗刮采用长刮刀,行程较长(10mm~15mm之间),刀痕较宽(10mm),刮刀痕迹顺向,成片不重复。当工件表面研点每25mm×25mm上为4~6点并留有细刮加工余量时,可开始细刮。细刮是将粗刮后的高点刮去,其特点是采用短
刮法(刀痕宽约6mm,长5mm~10mm),研点分散快。当平均研点每25mm×25mm上为10~14点时,即可结束细刮。




 扫一扫
扫一扫